Veolia EDI E-Cell Stack MK-7 Recovery up to 97 %ultrapure water edi systems

Veolia's E-Cell* electrodeionization (EDI) technology eliminates residual salts and ionizable aqueous species - such as carbon dioxide, silica, ammonia, and boron - from your water sources. EDI systems are constructed around the core component called an EDI stack. Veolia offers several choices of E-Cell stacks to suit a wide range of applications and also supplies pre-engineered EDI systems. Regardless of whether you purchase E-Cell stacks or a complete system, Veolia possesses the expertise, global reach, and proven performance to instill confidence in your ultrapure or high purity water system.
Specifications |
Brand | Veolia EDI |
Exchangeable ppm | 36 |
Inlet Pressure bar | 6.9 |
Inlet Pressure psi | 100 |
Max Temperature °C | 40 |
Max Temperature °F | 104 |
Pressure drop bar | 2,4-3,4 |
Pressure drop psi | 35-50 |
Recovery % | up to 97 % |
Conductivity µs/cm | < 62 |
pH range | 4-11 |
Flow m3/h | 4,2-7,8 |
Flow rate gpm/ft2 | 18-34 |
Power voltage V | 0-400 VDC |
Dimensions / Weights |
Shipping Weight kg | 165 |
Shipping Weight lbs | 364 |
Application | Water for injection, Pharmaceutical, Laboratory
|
The following figure shows GE, Suez and Veolia from left to right (all the same product: MK-7 EDI Stack).

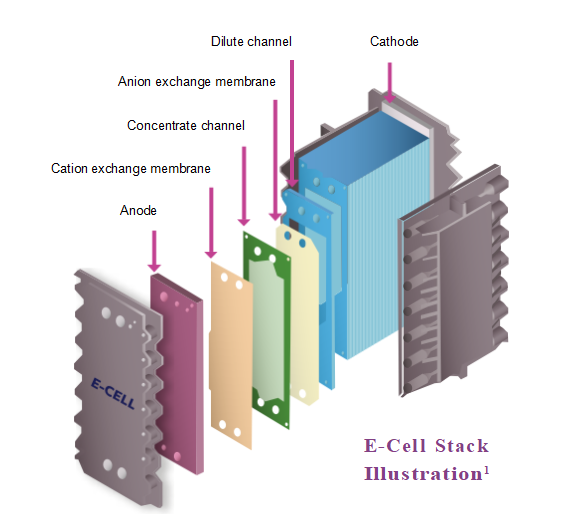
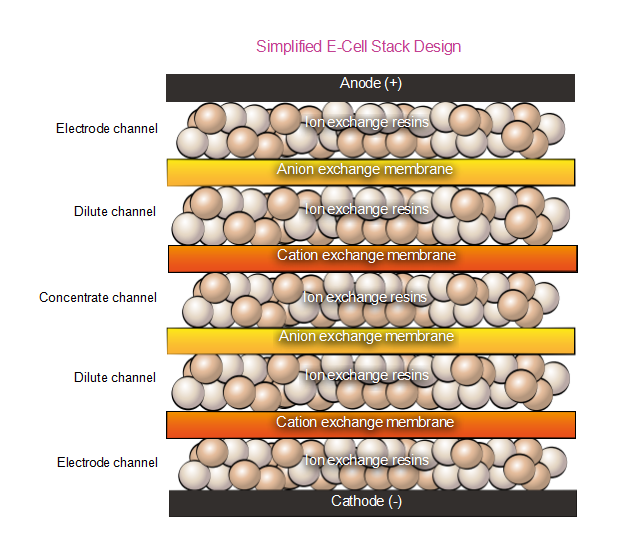
As a component of the E-Cell* electrodeionization product line, the E-Cell MK-7 Stack is designed to:
• Utilize electrical current to supply ultrapure water for power generation, solar panel production, and numerous other heavy industries.
• Provide top-notch performance, encompassing both the highest standards of product water quality and the lowest energy consumption.
• Minimize cleaning demands at higher feed water hardness levels through counter-current operation.
• Be leak-proof, guaranteed.
• Operate continuously and entail no caustic or acid for the regeneration of ion exchange resin within the stack.
• Require no brine injection or concentrate recirculation.
The product water from the E-Cell MK-7 can be trusted to meet the most rigorous ultrapure water applications of today, including:
• Demineralized boiler feed water for high pressure boilers in power plants and other heavy industrial sites.
• Ultrapure water for rinsing solar panels and other microelectronics.
Quality Assurance
• Marked with CE, RoHS, CSA, and EAS.
• Manufactured in an ISO 9001 and ISO 14001 facility.
• E-Cell MK-7 Stacks are halal certified by the Islamic Food and Nutrition Council of America (IFANCA )
)
Typical Applications
The product water from the E-Cell MK-7 can be relied upon to meet the most demanding ultrapure water applications of today, such as:
- Demineralized boiler feed water for high pressure boilers in power plants and other heavy industrial sites.
- Ultrapure water for rinsing solar panels and other microelectronics.
- Ultrapure water for electrolyzer green hydrogen generation.
Quality Assurance
- Marked with CE, RoHS, CSA, and EAC.
- Manufactured in an ISO 9001 and ISO 14001 facility.
- Certified with UKCA.
- The E-Cell MK-7 Stacks are Halal certified by the Islamic Food and Nutrition Council of America (IFANCA®).
E-Cell MK-7 Stack Specifications |
Nominal Flow | 7.0 m3/h (31 gpm) |
Flow Rate Range | 4.2 – 7.8 m3/h (18 – 34 gpm) |
Shipping Weight | 165 kg (364 lbs) |
Dimensions (width x height x depth) | 30 cm x 61 cm x 74 cm 12’’ x 24” x 30” |
Product Water Quality Note 1 |
Guarantees Available |
Resistivity | ≥ 16 MOhm-cm |
Sodium | ≤ 3 ppb |
Silica (SiO2) | As low as 5 ppb |
Typical Removal Efficiencies |
Sodium | ≥ 99.9% removal |
Silica (SiO2) | Up to 99% removal |
Operating Parameters |
Recovery | Up to 97% |
Voltage | 0–400 VDC |
Amperage | 0–5.2 ADC |
Inlet Pressure Note 2 | ≤ 6.9 bar (100 psi) |
Pressure Drop Note 3 | 2.4–3.4 bar (35–50 psi) |
Feed Water Specifications Note 4 |
Total Exchangeable Anions (TEA as CaCO3) Note 5 | ≤ 36 ppm |
Conductivity Equivalent | ≤ 62 μS/cm |
Temperature | 4.4–40˚C (40–104˚F) |
Total Hardness (as CaCO3) Note 6 | ≤ 1.0 ppm |
Silica (SiO2) Note 7 | ≤ 1.0 ppm |
Total Organic Carbon (TOC as C) | ≤ 0.5 ppm |
Total Chlorine | ≤ 0.05 ppm |
Fe, Mn, H2S | ≤ 0.01 ppm |
Boron Note 8 | ≤ 1.0 ppm |
pH | 4 to 11 |
Oil & Grease | None detectable |
Particulate Note 9 | RO permeate |
Oxidizing Agents | None detectable |
Color Note 10 | ≤ 5 APHA |
Notes:
1. Actual performance may vary depending on site conditions. Reference Winflows projection software to verify expected product water quality as well as the resistivity, sodium, and silica performance guarantees that are offered for the design conditions. To obtain boron or other guarantees, contact Veolia.
2. Inlet pressure is determined by the downstream pressure requirements for the product and concentrate streams, the choice of counter-current or co-current operation, and stack pressure drop.
3. At nominal flow and 25°C. Reference Winflows projection software to verify for design conditions.
4. Reference the Winflows projection software and the E-Cell Stack Owner’s Manual to verify feed water specifications for the design conditions.
5. TEA (ppm as CaCO3) - Total Exchangeable Anion, this represents the concentration of all of the anions present in the feed water including contributions from OH-, CO2 and SiO2. Winflows must be used to confirm the feed water TEA is acceptable at the specific applications’ operating conditions. Table value is at minimum flow and maximum temperature.
6. 1.0 ppm as CaCO3 feed water hardness limit applies to standard counter-current flow operation only. Allowable feed water hardness decreases to 0.1 ppm as CaCO3 in co-current flow operation.
7. Allowable silica limit decreases above 5 m3/h flow. Allowable silica limit decreases to 0.5 ppm with feedwater hardness above 0.5 ppm as CaCO3.
8. The boron feed level is limited to 0.3 ppm as B whenever there is a silica guarantee requirement or resistivity guarantee requirement above 10 MOhm-cm, as higher boron levels could impact performance. Without these requirements the limit is 1.0 ppm boron.
9. Reverse Osmosis (RO) or equivalent feed water: RO provides EDI feed water that is substantially free of particulate matter, colloidal material and high molecular weight organic substances, which can foul ion exchange media. RO permeate quality is specified since EDI stacks contain packed beds of ion exchange medium that cannot be backwashed/fluidized to remove particulate matter. Systems with an open system between a RO system (or other source) and E-Cell (ex. tank, decarbonator) must be fitted with filters immediately preceding the E-Cell, to protect the E-Cell against contamination with particulate matter. Generally, a 5 µm absolute or 1 µm nominal filter will be acceptable.
10. APHA - color standard/scale named for the American Public Health Association and defined by ASTM D1209.
For more models, please click: https://www.fgwater.com/Veolia-Electrodeionization-EDI-Stack-Module/389.html
E-Cell EDI Technology Performance Examples

E-Cell EDI technology has been successfully applied in various industries such as power, petroleum, chemical, steel, pharmaceutical, and electronics.

For application cases, please click:https://www.fgwater.com/Industries/

About Us
FG Water Technologies (www.fgwater.com) is now an organic part of Wuxi Fenigal Science and Technology Co. Ltd., which is a high-tech entity integrating water treatment quipment design, manufacturing, trading and shipment served for main industrial sectors.
HAFE-FG Water Technologies has focused on the research of water treatment technology, equipment development and manufacturing, testing and international shipment etc. We work with many leading large-scale or small-medium original equipment manufacturers in China High-tech Development Zones, and engaged ourselves in R&D, manufacturing, and quality testing.
Our main products include a variety of water purification and different treatment equipment, such as seawater reverse osmosis (SWRO) system, brackish water rever osmosis (BWRO), ultrafiltration (UF)system, Electrodeionization/EDI equipment, media pressure filters and ion exchanger softeners. So far, our company has become a major water treatment equipment supplier for food and beverage industry, pharmaceutical industry, chemical industry, electric power industry, urban water supply industry, municipal and industrial wastewater treatment and more industries, as well as being an exporter to more than 20 countries and regions in Asia, Europe, the Americas, Africa, etc.
OUR CLIENTS

PRODUCTION SYSTEM
Our production system consist of a list of industry-specialized partnership factories accross China. Some of them singularly cover an area of over 10,000 square meters, including 5,000 square meters of workshop and warehouse and 1,500 square meters of office buildings. All of our technical staff has more than 10 years of experience in the design of water treatment systems, so we are able to provide the perfect solution for all kinds of water purification and sewage treatment applications.
Since the establishment, the Company has always regarded quality as the life of our business. We choose the best components only for the production of various water treatment systems. Our systems are easy to use and maintain, and they stays highly reliable even under toughest conditions.