Veolia™ Premium EDI Stack Module: Mixed Bed Ion Exchange Technology Sets New Standards in Ultrapure Water

For numerous years, operators of pure water production systems searched diligently for a technology that would successfully replace mixed bed ion exchange for ultimate demineralization. The high operating costs, coupled with the intricacies and hazards posed by acid and caustic regeneration, were significant challenges faced by these operators. Electrodeionization (EDI) emerged as the revolutionary alternative, offering reduced operating expenses, enhanced environmental, health, and safety profiles on-site, and a consistent, reliable supply of pure and ultrapure water.
The production of pure water has undergone significant advancements, evolving from traditional pretreatment methods involving multiple stages of ion exchange for initial and final demineralization to modern membrane-based operations. One such cutting-edge technology, Electrodeionization (EDI), is now widely recognized as a best practice by numerous customers worldwide.

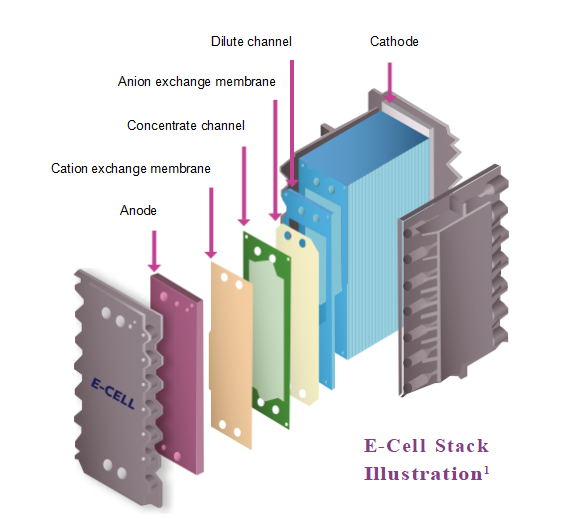
EDI effectively removes contaminants, including uncharged or lightly charged substances like silica and boron, by leveraging both traditional ion exchange resin and membranes. Its principal advantage lies in utilizing direct current to efficiently drive contaminants out of the feed water and through the ion exchange membranes into the concentrate channels. This same current also dissociates water into hydrogen and hydroxyl ions, serving as continuous regenerating agents to prevent contaminant buildup on the ion exchange resin. Consequently, EDI consistently and reliably produces high-purity and ultrapure water, achieving equal or superior quality compared to mixed bed ion exchange.

Compared with mixed bed, the advantages of EDI are mainly reflected in the following aspects:
1. More advanced technology: EDI technology is an innovative pure water and ultrapure water preparation technology, which cleverly combines electrodialysis technology and ion exchange technology. Through the selective permeation of anion and cation exchange membranes to ions and the exchange effect of ion exchange resins, the directional migration of ions is achieved under the action of DC electric field, thereby deeply removing salt. This technical fusion has made EDI reach an unprecedented height in the field of pure water preparation.
2. No need for regeneration chemicals or neutralization system: EDI technology gets rid of the cumbersome process of regular acid and alkali regeneration of traditional mixed beds. It uses hydrogen ions and hydroxide ions generated by water dissociation to regenerate ion exchange resins, without the need for additional regeneration chemicals, thereby avoiding the generation and discharge of chemical waste liquid, and truly realizing green production.
3. Lower operating costs: Since EDI technology does not require acid and alkali regeneration, it reduces the cost of purchasing, storing and using regeneration chemicals. At the same time, the operation of EDI equipment is more stable and reliable, and the maintenance cost is relatively low. In addition, since EDI technology can continuously produce ultrapure water, it reduces downtime due to regeneration, improves production efficiency, and further reduces operating costs.
4. Continuous and simplified operation: EDI technology can achieve continuous and automated operation without frequent human intervention. Operators only need to monitor the operating status of the equipment to ensure that it operates within normal parameters. This simplified operation method not only reduces the difficulty of operation, but also reduces the possibility of human error.
5. Smaller footprint and reduced building height requirements: Compared with traditional mixed beds, EDI equipment usually has a more compact structure and a smaller footprint. This makes it possible to install more EDI equipment in a limited space, improving space utilization. At the same time, since EDI equipment does not require a complex regeneration system and pipeline layout, the building height requirements are relatively low.
In summary, EDI technology has significant advantages over mixed beds in the field of pure water preparation, including more advanced technology, no need for regeneration chemicals or neutralization systems, lower operating costs, continuous and simplified operation, and smaller footprint and reduced building height requirements. These advantages have made EDI technology widely used and recognized in industries such as industry, medicine, and electricity.

Typical EDI applications:
1. Semiconductor, microelectronics and solar panel production flushing water: In the semiconductor and microelectronics manufacturing process, high-purity water is a key factor in ensuring product quality and performance. EDI technology can effectively remove impurities such as ions, organic matter and microorganisms in water, provide stable ultrapure water for flushing of production lines, and ensure the purity and reliability of products. At the same time, in the production of solar panels, EDI technology also plays an important role, providing high-quality cleaning water for production to ensure product quality and efficiency.
2. Boiler feed water in the power, chemical, steel and metallurgical industries: In these industries, boilers are key production equipment, and their feed water quality directly affects the operating efficiency and safety of boilers. EDI technology can prepare boiler feed water that meets industry standards, effectively remove hardness and impurities in water, prevent boiler scaling and corrosion, extend the service life of boilers, and improve production efficiency.
3. Various water uses in the pharmaceutical industry: Various types of water are required in the pharmaceutical process, such as water for injection, purified water, etc. EDI technology can provide pharmaceutical water that meets GMP requirements to ensure the safety and effectiveness of drugs. Through deep desalination and continuous regeneration, EDI technology can meet the high standards and strict requirements of the pharmaceutical industry for water quality.
4. Laboratory water: The laboratory is a base for research and innovation, and the requirements for water quality are extremely high. EDI technology can produce low conductivity, high purity laboratory water to meet the needs of various precision experiments and analyses. Whether it is chemical analysis, biological experiments or physical research, EDI technology can provide a stable and reliable water source guarantee.
In summary, EDI technology has a wide range of applications in semiconductors, microelectronics, solar panel production, electricity, chemicals, steel, metallurgy, pharmaceuticals and laboratories. Its high efficiency, stability and environmental protection make it an indispensable water treatment technology in these industries.

The E-Cell EDI Stack, powered by Veolia's innovative technology, offers unprecedented standards in product water quality, energy consumption, and operational reliability, thanks to its rigorously tested manufacturing processes. Boasting an impeccable reputation for performance, Veolia has secured a prominent market share and amassed extensive experience in global EDI applications.
The modular stack-and-rack design of the E-Cell EDI technology ensures flexibility and scalability, easily adapting to diverse project requirements with varying capacities. This flexibility allows for seamless integration into existing systems or the creation of bespoke solutions tailored to specific needs.
Furthermore, Veolia is committed to providing performance guarantees, offering an added layer of confidence to customers seeking assurances about the purity and ultrapurity of the water produced. This commitment to excellence ensures that customers can rely on the E-Cell EDI Stack to deliver consistently high-quality water, energy-efficient operations, and long-term reliability.
Features and advantages of E-Cell EDI Stack
feature:
1. Low Energy Consumption: E-Cell EDI Stack adopts advanced energy management design, which effectively reduces energy consumption during operation and saves operating costs for enterprises.
2. Excellent product water quality: Thanks to the ion exchange resin-filled concentration and dilution channels, and the unique ion exchange resin arrangement design, the E-Cell EDI Stack is able to provide industry-leading product water quality.
3. Counter-current operation: This mode of operation significantly reduces the possibility of scaling, thereby ensuring the stability and durability of the system.
4. Reliable Operational Performance: With its wide range of applications and excellent performance worldwide, E-Cell EDI Stack has earned a good reputation and demonstrated strong reliability.
5. Simplified system design: This system does not require complicated operations such as concentrate degassing, concentrate circulation loops or adding salt, making the system design simpler and maintenance more convenient.
Advantage:
1. Energy-efficient: The low energy consumption feature gives E-Cell EDI Stack significant advantages in operating costs, helping enterprises achieve green and sustainable production.
2. Water Quality Guarantee: Leading product water quality ensures that companies can use high-purity water sources in the production process, improving product quality and competitiveness.
3. Easy to operate: The simplified system design reduces the difficulty of operation, allowing operators to get started easily, and reducing problems caused by improper operation.
4. High reliability: Reliable operating performance ensures the stable operation of the system, reduces the possibility of failure, and provides a strong guarantee for enterprise production.
quality assurance:
1. Multiple Certifications: E-Cell EDI Stack has obtained multiple international certifications such as CE, RoHS and CSA, proving that it meets international standards and quality requirements.
2. FDA Compliance: E-Cell EDI Stack for pharmaceutical modules complies with FDA regulations, ensuring the safety and compliance of pharmaceutical production.
3. ISO Certified: Manufactured in ISO 9001 and ISO 14001 certified production facilities, ensuring product high quality and environmental standards.
4. Halal Certification: Produced in accordance with the standards of the Islamic Food and Nutrition Council of America (IFANCA) to meet the needs of specific religious groups.
In summary, E-Cell EDI Stack, with its excellent features and advantages, as well as strict quality assurance measures, has become an important choice for enterprises to achieve efficient, environmentally friendly, and reliable production.

Model parameters (click the model link for detailed description)
| Stack Name | MK-7 | E-Cell-3X | MK-3 |
Weight | Shipping weight (kg) | 136 | 135 | 92 |
Dimensions | Dimensions (cm as width x height x depth) | 30 x 61 x 74 | 30 x 61 x 72 | 30 x 61 x 54 |
Feed Water Quality Specifications | Total exchangeable anions (ppm as CaCO3) | < 14 | < 25 | < 25 |
Conductivity (μS/cm) | < 24 | < 43 | < 43 |
pH | 4-11 | 4-11 | 4-11 |
Temperature (°C) | 4.4-40 | 4.4-40 | 4.4-40 |
Hardness (ppm as CaCO3) | < 1.0 | < 1.0 | < 1.0 |
Silica (ppm as SiO2) | < 1.0 | < 1.0 | < 1.0 |
TOC (ppm) | < 0.5 | < 0.5 | < 0.5 |
Turbidity (NTU) | < 1.0 | < 1.0 | < 1.0 |
Color (APHA) | <5 | <5 | <5 |
Chlorine (ppm) | < 0.05 | < 0.05 | < 0.05 |
Fe, Mn, H2S (ppm) | < 0.01 | < 0.01 | < 0.01 |
Oxidant | Not detected | Not detected | Not detected |
Oil and grease | Not detected | Not detected | Not detected |
SDI15 | < 1.0 | < 1.0 | < 1.0 |
Product | Resistivity (MOhm-cm) | > 10 | > 16 | > 16 |
Water Quality | Silica (SiO2) removal | Up to 99% | Up to 99% / < 5 ppb | Up to 99% / < 5 ppb |
|
|
|
|
|
Operating Parameters | Maximum water production (m3/hr) | 7.8 | 6.4 | 4.5 |
Minimum water production (m3/hr) | 4.2 | 2.3 | 1.7 |
Typical designed water production (m3/hr) | 6.0-7.8 | 4.0-6.4 | 2.0-4.5 |
Recovery | Up to 97% | Up to 97% | Up to 96% |
Voltage (VDC) | 0-400 | 0-400 | 0-300 |
Amperage (ADC) | 0-5.2 | 0-5.2 | 0-5.2 |
Inlet pressure (bar) | Counter-current: 4.1-6.9 Co-current: 3.1-6.9 | Counter-current: 4.1-6.9 Co-current: 3.1-6.9 | Counter-current: 4.1-6.9 Co-current: 3.1-6.9 |
Dilute inlet/outlet standard pressure drop (bar) | 1.0-3.1 | 1.4-2.8 | 1.4-2.8 |
Minimum pressure difference between dilute outlet and concentrate inlet (bar) | 0.34 | 0.34 | 0.34 |
*Actual feed water quality specifications and performance may vary depending on flow rate through each stack and site conditions. Entries here based on nominal flow. Reference fact sheets and Winflows projection software to verify actual performance.
| Stack Name | MK-3PharmHT | MK-3MiniHT |
Weight | Shipping weight (kg) | 92 | 52 |
Dimensions | Dimensions (cm as width x height x depth) | 30 x 61 x 54 | 30 x 61 x 29 |
Feed Water Quality Specifications | Total exchangeable anions (ppm as CaCO3) | < 25 | < 25 |
Conductivity (μS/cm) | < 43 | < 43 |
pH | 4-11 | 4-11 |
Temperature (°C) | 4.4-40 | 4.4-40 |
Hardness (ppm as CaCO3) | < 1.0 | < 1.0 |
Silica (ppm as SiO2) | < 1.0 | < 1.0 |
TOC (ppm) | < 0.5 | < 0.5 |
Turbidity (NTU) | < 1.0 | < 1.0 |
Color (APHA) | <5 | <5 |
Chlorine (ppm) | < 0.05 | < 0.05 |
Fe, Mn, H2S (ppm) | < 0.01 | < 0.01 |
Oxidant | Not detected | Not detected |
Oil and grease | Not detected | Not detected |
SDI15 | < 1.0 | < 1.0 |
Product | Resistivity (MOhm-cm) | > 10 | > 10 |
Water Quality | TOC (ppb) | < 500 | < 500 |
Operating Parameters | Maximum water production (m3/hr) | 4.5 | 1.5 |
Minimum water production (m3/hr) | 1.6 | 0.5 |
Typical designed water production (m3/hr) | 2.0-4.5 | 0.5-1.5 |
Recovery | Up to 96% | Up to 93% |
Voltage (VDC) | 0-300 | 0-150 |
Amperage (ADC) | 0-5.2 | 0-5.2 |
Inlet pressure (bar) | Counter-current: 4.1-6.9 Co-current: 3.1-6.9 | Counter-current: 4.1-6.9 Co-current: 3.1-6.9 |
Dilute inlet/outlet standard pressure drop (bar) | 1.4-2.8 | 1.4-2.8 |
Minimum pressure difference between dilute outlet andconcentrate inlet (bar) | 0.34 | 0.34 |
Number of 1 hour sanitization cycles | 160 | 160 |
Maximum sanitization temperature (°C) | 85 | 85 |
*Actual feed water quality specifications and performance may vary depending on flow rate through each stack and site conditions. Entries here based on nominal flow. Reference fact sheets and Winflows projection software to verify actual performance.
Payment & Shipping Terms:
The following figure shows GE, Suez and Veolia from left to right (all the same product: Veolia EDI Module)

E-Cell EDI Technology Performance Examples

E-Cell EDI technology has been successfully applied in various industries such as power, petroleum, chemical, steel, pharmaceutical, and electronics.

For application cases, please click:https://www.fgwater.com/Industries/

About Us
FG Water Technologies (www.fgwater.com) is now an organic part of Wuxi Fenigal Science and Technology Co. Ltd., which is a high-tech entity integrating water treatment quipment design, manufacturing, trading and shipment served for main industrial sectors.
HAFE-FG Water Technologies has focused on the research of water treatment technology, equipment development and manufacturing, testing and international shipment etc. We work with many leading large-scale or small-medium original equipment manufacturers in China High-tech Development Zones, and engaged ourselves in R&D, manufacturing, and quality testing.
Our main products include a variety of water purification and different treatment equipment, such as seawater reverse osmosis (SWRO) system, brackish water rever osmosis (BWRO), ultrafiltration (UF)system, Electrodeionization/EDI equipment, media pressure filters and ion exchanger softeners. So far, our company has become a major water treatment equipment supplier for food and beverage industry, pharmaceutical industry, chemical industry, electric power industry, urban water supply industry, municipal and industrial wastewater treatment and more industries, as well as being an exporter to more than 20 countries and regions in Asia, Europe, the Americas, Africa, etc.
OUR CLIENTS

PRODUCTION SYSTEM
Our production system consist of a list of industry-specialized partnership factories accross China. Some of them singularly cover an area of over 10,000 square meters, including 5,000 square meters of workshop and warehouse and 1,500 square meters of office buildings. All of our technical staff has more than 10 years of experience in the design of water treatment systems, so we are able to provide the perfect solution for all kinds of water purification and sewage treatment applications.
Since the establishment, the Company has always regarded quality as the life of our business. We choose the best components only for the production of various water treatment systems. Our systems are easy to use and maintain, and they stays highly reliable even under toughest conditions.